著者: エイム研究所 矢野 弘
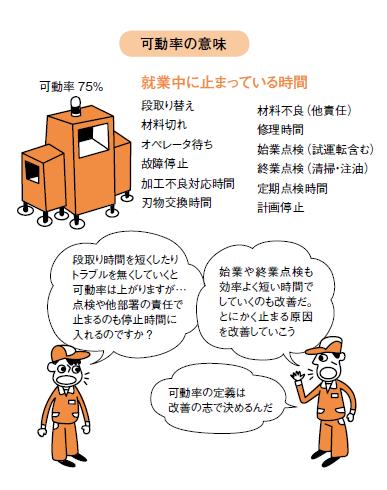
● 可動率とは設備の使い方のうまさを計るもの
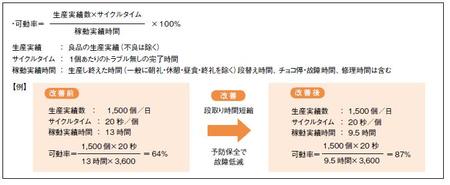
実際に稼動させるとトラブルや保全のための計画停止もあり、稼動時間は長くなる。例えば、設備の能力では、まともにいけば8時間で済むはずが、段取り替えや故障停止で10 時間かかってしまうこともある。
止まっている時間が少ないほど上手な使い方になるので、現場の使い方のうまさを表す指標として「可動率」を使う。何もトラブルが無く正常に稼動した場合は100%になる。100%を超えることはないので、もし超えた場合は、能力の設定値が間違っている。
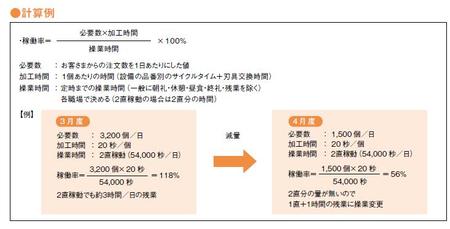
ここで使う設備能力は、余裕を持たせた数値ではなく、ストップウォッチで計ったトラブル無しのサイクルタイムで計算した能力である。生産計画を立てる時に何時間で生産できるか品物別、設備別(ライン)に把握しておかないと計画が組めない。
現場には諸般の事情が多くあるので、トラブル無しの可動率100%で計画を組むと現場から物言いが出る。生産はいろいろな工程とつながっているため、ジヤストインタイムで計画をつなげたい。
早過ぎると途中に仕掛が多くなり、間に合わないと後工程を止めてしまう。現実的に生産を進めるためには、少し早めにつくるように余裕をもたせて計画を立てる。このときに使うのが実績の可動率である。
可動率が80%ならば、生産時間を能力に対して20%の時間を余分に加える。
|
どちらも%(パーセント)なので効率を表します。数字の矛盾ですが、設備のスピードを上げてサイクルタイムを速くすると、稼働率も可動率も数値は下がり悪くなります。スピードを上げたので改善なのですが能力が上がったために分子が相対的に小さくなり数値的な効率は悪くなります。
● %(パーセント)という割り算した指標の功罪
|